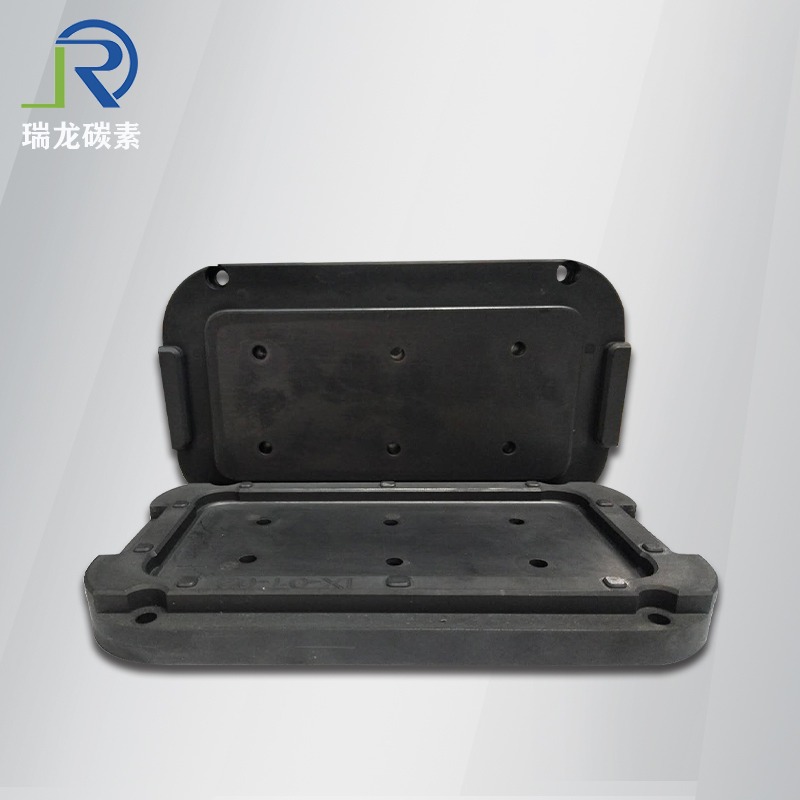
еҺӢеҲ¶зҹіеўЁжЁЎе…·жҚҹеқҸзҡ„е…ғ件жңүдёӨз§ҚеҺӢеҲ¶з……зғ§ж–№ејҸпјҢй«ҳйў‘з”өзЈҒж„ҹеә”еҠ зғӯе’Ңз”өйҳ»дёқеҠ зғӯгҖӮжҲ‘们用з”өйҳ»дёқеҠ зғӯжі•з……зғ§ж—¶пјҢиЎЁйқўжЁЎе…·жё©еәҰдҪҺпјҢеҶ…жЁЎе’ҢеҸ¶зүҮжё©еәҰй«ҳпјҢжё©еәҰдёҚеқҮеҢҖеҶіе®ҡдәҶжЁЎе…·жҚҹеқҸзҡ„дҪҚзҪ®гҖӮ
1пјҢжҚҹеқҸпјҢи§„ж јеҒҸе·®
еңЁзҶ”иһҚзҠ¶жҖҒдёӢпјҢйғЁеҲҶиғҡзІүе°Ҷд»Ҙи–„иҶңзҡ„еҪўејҸиў«жҢӨеҺӢеңЁжЁЎе…·иЎЁйқўдёҠпјҢд»ҘзІҳйҷ„еңЁзҹіеўЁеҺҹж–ҷдёҠгҖӮеңЁдёӢдёҖж¬ЎдҪҝз”ЁжЁЎе…·д№ӢеүҚпјҢжҲ‘们йңҖиҰҒжүӢе·ҘеҲ®еҺ»зІҳйҷ„зҡ„йҮ‘еұһжқҗж–ҷзҡ„ж®Ӣз•ҷзү©пјҢеҜјиҮҙжЁЎе…·зҡ„еӨ–и§Ӯе’Ңи§„ж јеҮәзҺ°еҒҸе·®гҖӮ
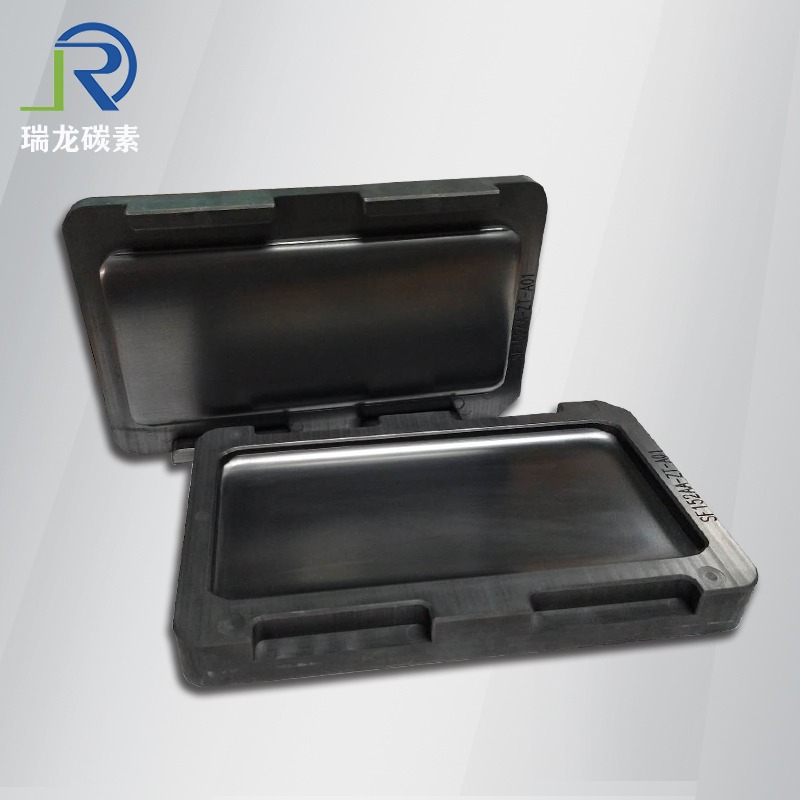
2гҖӮиЎЁйқўз©әж°”ж°§еҢ–е’ҢиЈӮзә№
з”ұдәҺеңЁеҺӢеҲ¶з……зғ§иҝҮзЁӢдёӯжІЎжңүжҒўеӨҚж°”ж°ӣзҡ„з»ҙжҠӨпјҢзҹіеўЁдјҡз«ӢеҚідёҺж°”дҪ“жҺҘи§ҰпјӣеңЁй«ҳжё©иҝҗиЎҢзҡ„жғ…еҶөдёӢпјҢиЎЁйқўз©әж°”ж°§еҢ–жҳҜдёҚеҸҜйҒҝе…Қзҡ„гҖӮжё©еәҰи¶Ҡй«ҳпјҢз©әж°”ж°§еҢ–йҖҹеәҰи¶Ҡеҝ«пјӣйҡҸзқҖз©әж°”зҡ„ж°§еҢ–пјҢзҹіеўЁжЁЎе…·зўійҖҗжёҗиў«ж¶ҲиҖ—пјҢеҸӘеү©дёӢдёҖйғЁеҲҶзўіе’ҢзҒ°еҲҶгҖӮзҺ°еңәеҸ‘зҺ°пјҢжҲ‘们дҪҝз”ЁзҹіеўЁжЁЎе…·дёҖж®өж—¶й—ҙеҗҺпјҢиЎЁйқўдјҡжңүз»Ҷе°Ҹзҡ„жҜӣеӯ”е’ҢзўізІүзҒ°и„ұиҗҪгҖӮ
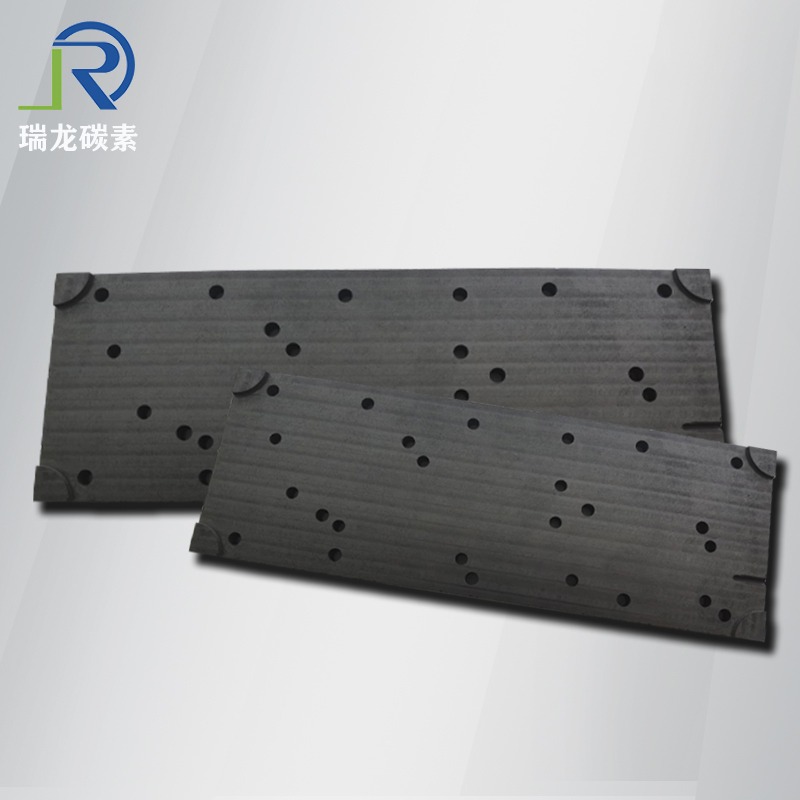
3пјҢеҺӢиЈӮ
иҝҷз§ҚеӨұж•ҲжЁЎејҸжҳҜз”ұдәҺйҮ‘еҲҡзҹіеҲҖзүҮеҜ№жҢЎжқҝзҡ„еӨ№жҢҒжқҫеҠЁпјҢеҜјиҮҙеҺӢеӨҙйЎ¶йғЁж°”еҺӢе’Ңдҫ§йқўеүӘеә”еҠӣдёҚе№іиЎЎгҖӮ
4пјҢзІүзўҺ
зҹіеўЁжЁЎе…·з«ӢеҚідёҺеҗ«йҮ‘еҲҡзҹізҡ„еқҜзІүжҺҘи§ҰпјҢиЎЁйқўеӨ„дәҺй«ҳеҺӢзҠ¶жҖҒгҖӮеӨ–йңІзҡ„й’»зҹіеӣ дёәејәеәҰе·®еӨӘеӨҡпјҢз”ЁзҹіеўЁжЁЎе…·жҢӨеҺӢпјӣжҺҘи§ҰйҮ‘еҲҡзҹіеҲҖзүҮзҡ„жЁЎе…·иЎЁйқўдјҡйҖ жҲҗеҮ№з—•гҖӮ
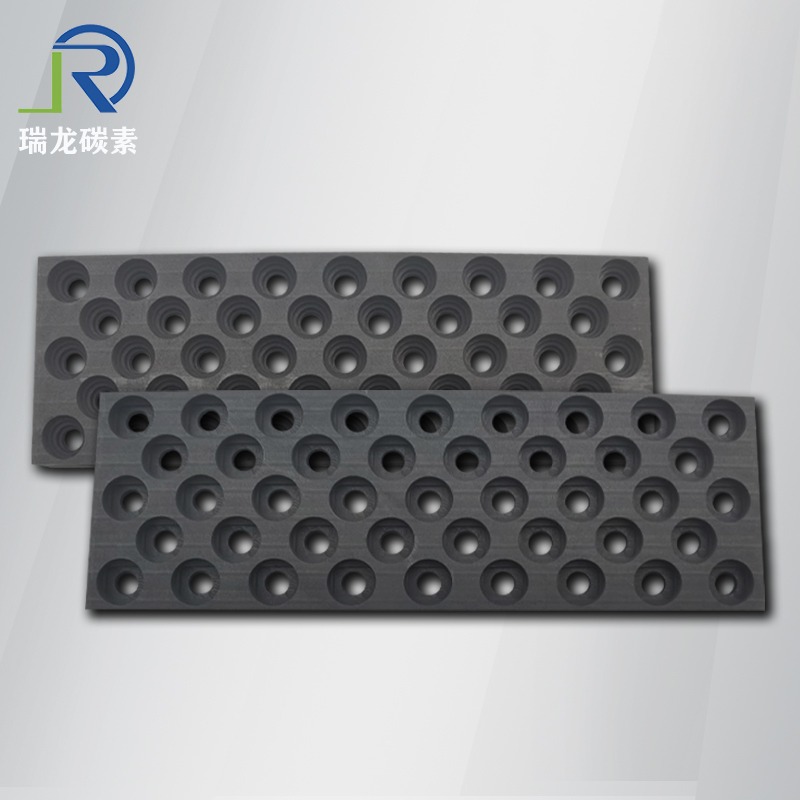
5гҖҒж•ІжҚҹеһӢ
еӣ дёәеңЁз……зғ§иҝҮзЁӢдёӯпјҢз»ҝзІүеңЁзҶ”иһҚзҠ¶жҖҒдёӢжё—йҖҸеҲ°зҹіеўЁжЁЎе…·зҡ„з©әж°”ж°§еҢ–й—ҙйҡҷдёӯпјҢеҜјиҮҙжЁЎе…·е’ҢеҸ¶зүҮзІҳеңЁдёҖиө·пјҢйҡҫд»Ҙи„ұжЁЎгҖӮжҲ‘们йңҖиҰҒдёҚж–ӯзҡ„ж•Іжү“жЁЎе…·жүҚиғҪеҮәжЁЎпјҢиҝҷж ·дјҡеҜјиҮҙжЁЎе…·зҡ„жЈұи§’е’ҢйҮ‘еұһжқҗж–ҷзҡ„еҮ№еқ‘гҖӮ

е…іжіЁеҫ®дҝЎе…¬дј—еҸ·



з‘һйҫҷзўізҙ еҠ©жӮЁеҲӣйҖ иҙўеҜҢпјҒз‘һйҫҷзўізҙ дёҺжӮЁжҗәжүӢеҸ‘еұ•,е…ұеҲӣзҫҺеҘҪжҳҺеӨ©пјҒ
зғӯжҺЁдҝЎжҒҜ |